New world record by Krah technology
PE 100, DN/ID 3600 mm, SDR 17 in Buenos Aires, Argentina
Alexander Krah (Dipl.-Kfm.), Krah AG, CEO
Ralf Schnitzler (Dipl.-Ing.), Krah AG, Business Development Director
1. Preface
Water distribution and water usage have been in the focus of the authorities and the civil society of Argentina for many years. From an infrastructural point of view this issue raises complex problems, which have emerged through several changes between privatization and communization over several decades. The incomplete supply of numerous households with fresh drinking water such as safe sewage water connections are obvious results of these which need to be faced and solved. To address these shortcomings, especially in the metropolitan area of Buenos Aires, the Argentine government has launched the major project: Planta Potabilizadora Juan Manuel de Rosas.
Within this major project, river water is taken out from two rivers and transported into the water treatment plant in the north of Buenos Aires. The treated water will mainly benefit the districts of Tigre, San Fernando, San Isidro, Vicente López and San Martín. The water treatment plant will provide fresh drinking water for two million residents. The river’s name from which the project section we have been working in took its resources is Parana de las Palmas. It is an inlet flow of the great river Rio de la Plata close to Buenos Aires.
 Two overviews of water treatment plant in Tigre, Argentina (Aguas del Paraná)
Two overviews of water treatment plant in Tigre, Argentina (Aguas del Paraná)
The following companies have formed a Joint Venture to work together in this project under the title “Aguas del Paraná”:
| Agua y Saneamientos Argentina | principal |
| Noberto Odebrecht S.A. | contractor, management |
| José Cartellone Construcciones S.A. | technical supplies |
| Supercemento S.A.I.C. | concrete supplier |
| Benito Roggio e Hijos S.A. | constructing company |
The principal of the major project Juan Manuel de Rosas is the corporation Agua y Saneamientos Argentina (AySA). AySA is among others responsible for drains, sewers and provision of water pipes in Buenos Aires and works partly under order of the Government.
AySA tendered several construction phases. The above-mentioned Joint Venture, Aguas del Paraná, received the acceptance for the section descripted in this paper. The Joint Venture acted as the general contractor for this construction phase, so that they pulled all the strings including all planning issues.
From the place of water abstraction, the river Paraná de las Palmas up to the new water treatment plant in Tigre, a topographic wiring of about 15 kilometers was to overcome. The pipes on the mainland were carried out in a tunnel / concrete construction with tubing pipes. The specific requirements of these manifolds were relatively low. Rather complicated for the planning and realization were the sea-intake pipes which, in final stage, are supposed to be in the river Paraná de las Palmas under water and shall be connected to two concrete basins on land.
 |
| Dimensions of a concrete basin |
 |
| Concrete basin, river side |
 Concrete basin, mainland side
Concrete basin, mainland side
2. Planning phase for sea-intake pipes
Relevant for the intake-pipe DN / ID 3600, which had to be completely installed in the river bed of the Paraná de las Palmas, was the total weight of the 84 m pipeline. During the planning process, different pipe materials were compared for the mentioned scenario under the local conditions to find the best suitable option. The pipeline is statically fixed to certain spots. These are two large-volume basins made of concrete. All calculation procedures have shown that a HDPE pipe represents the optimal solution in a macroeconomic perspective.
Calculations about bearings such as the anchoring via pipe clamp systems resulted in the structural analysis that significant cost savings in the use of plastic pipe materials would be possible. Compared to concrete material a weight saving factor of 9.6 was observed. These savings also allowed a significantly more favorable fundament. Furthermore, the comparison of the pipe length options between large plastic pipes and concrete pipes was a significant cost advantage for the installation of the pipeline. Additionally the tightness issue served as another argument. Consequently, the Contractors Company and the planning engineers decided to select a plastic pipe system for this difficult and unusual mounting case.
Striking is simply the fact that the required dimension and connection with the demanded wall thickness was never produced or installed before worldwide. A typical case for Krah AG!
3. Plastic Pipe market worldwide
The reputation and the dense network of clients of the company Krah AG in Schutzbach in Germany was used by the contractors to discuss the project’s challenges with one of the world's largest and most experienced manufacturer. Quickly the engineers of Krah AG found answers to this mounting case and could even find a pipe manufacturer from the Krah Community in Argentina. All participants were impressed by the proportions and dimensions of this unique pipe section and worked extremely hard on a common approach for the implementation of the overall project.
4. Machine solutions
4.1. Machine components
The static calculation of the pipeline resulted in a possible world record wall thickness of 220 mm in a DN / IN 3600 pipe. To meet the requirements of the production technology, the engineering specialists of Krah AG visited the production site at the Community Partner Krah Americana Latina in Tigre, Argentina. The investigation required a modification of the machine and production line in order to handle the enormous wall thickness as well as the resulting weight of about 16 tones per pipe. Considerable changes had to be made to reinforce different parts of the manufacturing machine. Some heights of the processing stations needed to be calculated and adapted.
After the adapting process of the production station, the dismantling station as well as the processing station also needed to be reinforced to meet the parameters. These chances meant a considerable investment for the pipe manufacturer. In addition to the machine components, also the production tool, namely the steel mandrel, which was produced for this application in Germany at the company Krah AG, needed to be adjusted to the given parameters.
 |
| Reinforced machine and mandrel in production hall |
 |
| Dimensions of 16t mandrel and 16t pipe |
4.2. Mandrel
The mandrel with a total weight of about 16 tons was produced in an unusual record time for this very installation case. It was shipped to Argentina as quick and safe as possible. The mandrel design was statically calculated and specially made for this characteristic request in Schutzbach, Germany.
4.3. Production hall
Bundled together the mandrel and the production weight of about 32 tons demanded a special crane inside the production hall to align these weight masses. For this case, the pipe manufacturer decided to replace the entire crane system to a total load capacity of about 32.5 tons by a new, modern crane system.
4.4. Production unit
In order to produce the enormous wall thickness in more than 20 different production layers, the heating units in the extrusion unit had to be adjusted. Besides the intensified mandrel heating, it was essential to also adjust the layer-heating for pipe processing in this unusual wall thickness.
 |
| New crane lifting system in the production hall |
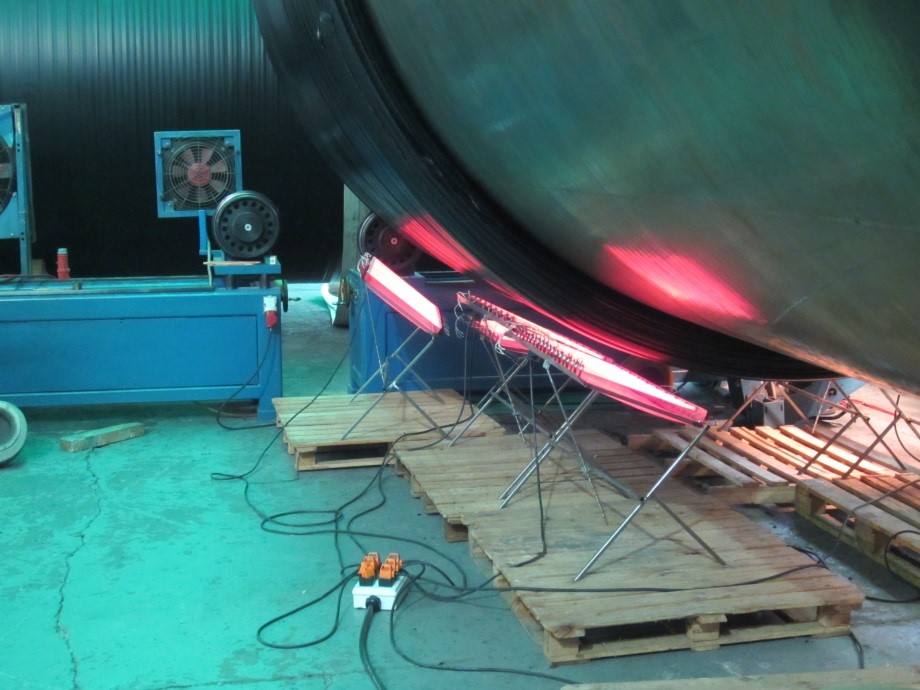 |
| Additional and improvised infrared (IR) systems |
For this, test pipes were manufactured whose states of quality were taken with respect to the pipe condition and connection technology by the experts of the client in advance. Extrusion-wise simply the pipe production displayed an enormous challenge. The jointing method, electro fusion had to be accepted and tested by all parties involved beforehand.
4.5. Test sample
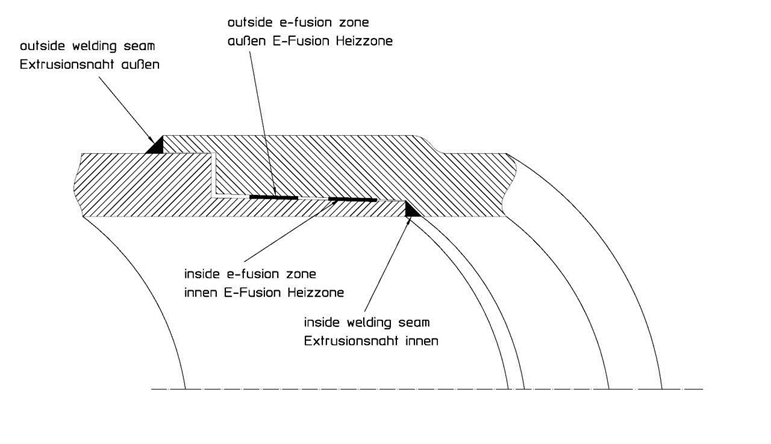
Before the actual pipe manufacturing could begin, the pipe component and connection technology had to be agreed upon with the local public institutions. The pipe samples were tested for homogeneous production in the pipe cross-section and the joints for tightness. As for the connection technology, specialists were included in this issue in advance. The specialist for this field of application in Germany calculated with the finite element method (FEM), the execution parameters of the electro fusion weld seam plus the extrusion welds regarding the state of installation and the final state of the compound in the river bed. A welding factor (DVS) of 0.6 instead of 0.9 was used in order to guarantee the pipe lines tightness and security for the whole project. The electro fusion technique was carried out with two instead of one single heating zone due to the joint surface, which rounded off the entire connection technology by additional inner and outer extrusion welds.
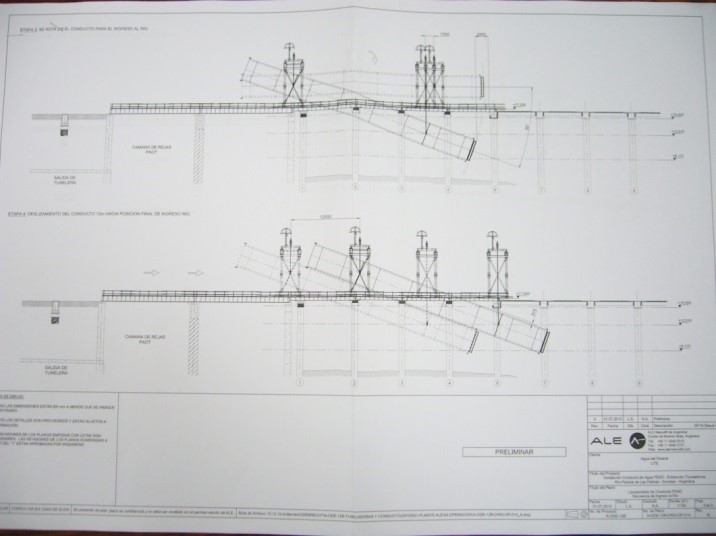 Planning section of sinking process
Planning section of sinking process
5. Pipe Production
After all required acceptances of the pipes samples and joints were given; the overall system for the production by the Krah technology was approved and could start. Accordingly, the pipe production could begin.
 Pipe Production
Pipe Production
During the spirally wound pipe production procss a total amount of 24 layers (each up to 10 mm thickness) were wrapped around to achieve a wall thickness of about 220 mm per pipe. The used material was delivered by the Brazilian company Braskem. Namely the used material was PE100. The observed shrinking forces in radial and longitudinal direction resulted in a pipe production with oversizing of the pipe parameters. The shrinking of the first sample pipe pieces in the required dimensions showed that the pipes needed to be manufactured with over tolerances in length and diameter. A final pipe length of 5.50 m could be realized and adjusted.
Overall, 300 tons of PE100 have been used. 240 tones out of these 300 were used for the final pipe production. The other 60 tons were consumed for proto-types, adapters, flanges and samples. And again 20% of the enormous superlatives in this project can be recognized.
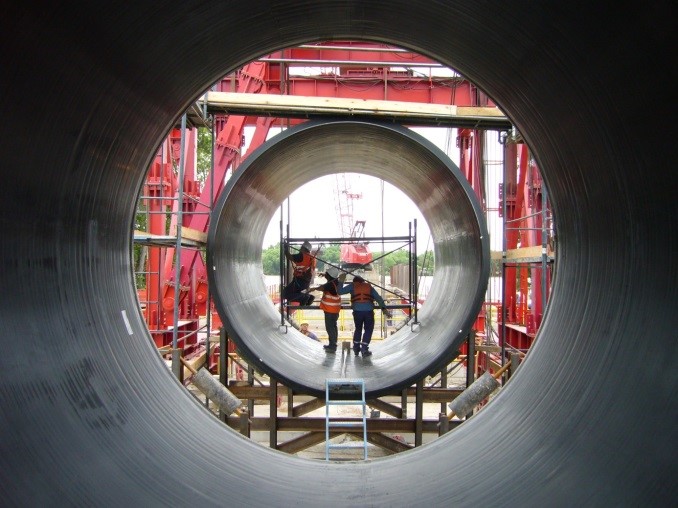
 Pipe production DN / ID 3600
Pipe production DN / ID 3600
6. Transport
Simply the transport of a single pipe with a total length of 5.50 m and a weight of about 16 tons cried out for the use of a flatbed truck, which had to be carried out with police accompany and support vehicles. The distance between the production site to the installation site was about 70 km for which each individual transport took 6 hours. The normal highway could not be used for some lower bridge heights. Fortunately, a special route could be found to make the transport as efficiently and economically as possible.
 |
| Pipe transportation |
 |
| Pipe transportation |
7. Sinking preparations
The participating companies calculated an ideal scenario for man, machine and nature on site by the splitting of the 84 m total length in two sections of each 42 meters. All construction methods and installation procedures for welding, lifting and sinking were selected based on these parameters. The two pipe parts were welded into sections of 42 meters each. The pipe ends needed to be connected to each other on one site and to the above mentioned concrete basins on the other.
 Two pipes being connected
Two pipes being connected
7.1. Pipe connections
To prepare the pipes at the construction site for the welding operation, a special process- and treatment station had to be designed and constructed by the company Krah AG. The pipes were transported on site with a mobile crane with a crane capacity of up to 100 tons. Various trapezoidal structures and scaffolding had to be moved and adjusted on the welding processes. Preliminary work, which is indispensable and important before welding (such as cleaning and markings of the socket) were carried out with a high workload. The finalizing work of the spigot- and socket geometry was realized by a special machine kit designed by Krah AG. This machine kit enabled the welding experts to save a considerable amount of working hours.
 |
| Pattern of pipe connection |
 |
| Process- and treatment station on site |
 |
| Finished surface of socket |
 |
| Electrofusion Wire |
Nevertheless, there was a special support offered by Krah AG by providing a welding engineer, which was assisted by a welding specialist of Krah Americana Latina. Besides these two welding experts, also four local welding helpers jointed in to ultimately be able to realize a comprehensive pipe connection within 3 days with all the additional works.
To place the pipes before welding in the correct position on in a longitudinal direction, two newly designed steel crosses were installed on the respective pipe ends. Several steel ropes were strained through drawstrings in these steel crosses, centrally and at the sides. They provide the correct positioning and fixation of the pipes before the welding.
 Fixing of the steel cross
Fixing of the steel cross
An inner and an outer heating wire allowed a welding according to the electrofusion method and created a homogeneous pipe line. This pipe line has been completed by an additional inner and outer seam according to the extrusion welding process. The intensive adjustment works and preparations demanded the main time because the pipe geometry of the stored pipes, contrary to the previously produced sample pipes in the production hall, were exposed to temperature changes from +10 to + 50 degrees C.
All components were step by step adjusted on site. Due to the professional collaboration of German and Argentine experts all piping connections were proven tight and thus passed the leak test. The test followed the procedure LD to DIN EN 1610. The triple amount of actually required testing time was taken for extra security reasons. Official representatives of the local waste water authority have approved each pipe connection.
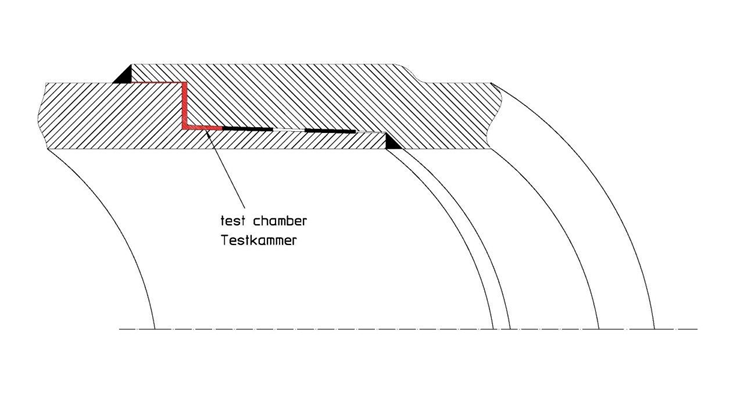 |
| Pattern of hollow chamber testing |
 |
| Pressure measurement |
7.2. Connectivity Technology
Specially produced flange connections were used for both: the linking between pipe end and concrete basin such as between the two pipe ends. The sealing flange systems have been applied to the produced short pipes. These were welded in advance through a third-party on site according to the flange geometry. All necessary components were manufactured at the factory of the company Krah Americana Latina in Argentina. A specified company from Germany observed the connection process between concrete basin and pipe end. The other connection, the one of the two pipe sections was carried out by a commonly known flange system technique.
 |
| Flange connection between pipe and concrete basin |
 |
| Flange connection between the two pipe ends |
In addition to the connecting pipe pieces, one more short-pipe had to be produced by Krah Americana Latina for each pipe section of 42 meters in no time. The exact length of these short-pipes was measured first on the process station at the construction side and then manufactured back in the production hall.
8. Sinking and Installation
After welding two pipe sections of each 42 m in overall length, the sinking and installation issue arose. The chosen method of lowering the large dimensioned pipe into the river of Parana de las Palmas is rather unusual for plastic pipes but was obligated by the conditions of the planer and principal. The pipes were statically longitudinally reinforced by steel a beam, which usually contradicts the thermoplastic principle of flexibility but served in this case the prof for security and stability.
 Welded pipe line right before the sinking procedure
Welded pipe line right before the sinking procedure
However, the stiffness of the pipe sections were previously indicated by the calculation tables of the construction company as an indispensable premise for the pit formation. Mobile cranes were used for the lowering of a pipe section (DN 3600 and more than 4 m outer diameter). A complete preparation and sinking procedure lasted about 12 hours. Both lowering operations went smoothly due to the careful planning and coordination of all parties in advance. The lowering and installation of the pipe line showed finally to what extent precise work had been done in terms of tightness and security. For the next step no HDPE professionals, but diving experts were consulted to connect the two sections under water. They were trained on land in advance about the techniques. These diving work could be carried out smoothly in the scheduled time and thus also speak for uniqueness and professionalism.
 42m pipe line before sinking procedure
42m pipe line before sinking procedure
9. Summary
This project with its variety of superlatives could only be implemented by the mutual work of Argentine specialists on site as well as the support by the German Krah AG technology. The ones involved in the construction valued the participation of plastic pipe and welding experts and the outstanding results of the preliminary planning. The expected savings and benefits of this plastic pipe solution could be confirmed in the practice, so that this project could serve as a motivation for further joint activities and as a reference.
 Impressions from the construction site
Impressions from the construction site
