Comtruder® - Large Plastic Pipe Production Line with CaCo3
Our last development in the field of large plastic pipes is the production of pipes filled with 25% Calcium Carbonate. The new pipe system fulfills all requirements for pipes according to the European standard EN13476. We produced several pipes on one of our latest extrusion lines with an integrated Comtruder®. During the extrusion process, PE100 and calcium carbonate powder are mixed and extruded in one step. The pipes were produced with 75% Sabic HDPE P6006 (PE100) and 25% calcium carbonate powder CaCO3 (in further tests we produced pipes with 30% calcium carbonate). The same pipes were also produced with virgin HDPE SABIC P6006 (PE100). Pipes were produced as solid wall and also as structured wall pipes.
The following pipes were manufactured:
- Pipe DN1000 x 6000 structured wall pipe: PR54-4.5 ends: smooth-smooth
Material: 75% HDPE (PE100) Sabic 5005 + 25% calcium carbonate
Output: 500 kg/hr
Co-Ex: Yellow 31 kg/hr (for the inner surface)
Program: 1000x6000-JB-54-4-5c-530-25CC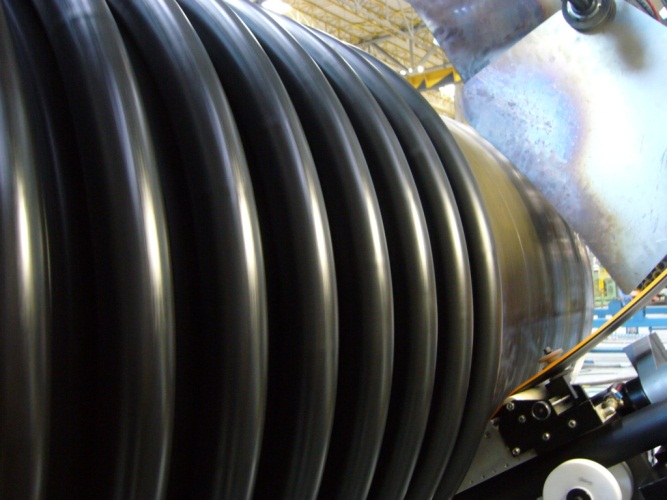
Production of a structured wall pipe with CaCo3 - Pipe DN1000 x 2000 VW12/24 smooth-smooth ends
Material: 75% HDPE (PE100) Sabic 6006 + 25% calcium carbonate
Output: 450 kg/hr
Co-Ex: Yellow 28 kg/hr (for the inner surface)
Program: 1000x2000-JB-s12-s24c-480-25CC - Pipe DN600 x 6000 VW20 smooth-smooth
Material: 75% HDPE (PE100) Sabic 6006 + 25% calcium carbonate
Output: 400 kg/hr
Co-Ex: Yellow 22 kg/hr (for the inner surface)
Program: 1000x2000-JB-s20c-420-25CC
Production of a solid wall pipe with CaCo3 - Pipe DN600 x 6000 VW20 smooth-smooth
Material: 70% HDPE (PE100) Sabic 6006 + 30% calcium carbonate
Output: 400 kg/hr
Co-Ex: Yellow 22 kg/hr (for the inner surface)
Program: 1000x2000-JB-s20c-420-30CC
All pipes were produced with our standard machine “KDR750+”, standard dies were used and the output was according to the programmed settings. A large effect by using calcium carbonate was the significant reduction of the cooling time by approx. 10%. After the production, the pipes were stored for 24 hours before starting the pipe tests.
The following tests were carried out on pipe samples:
All tests have been carried out at the customer’s plant and also at the headquarters of Zwick in Germany.
- Melt Flow Rate - ISO 1133-1, at ZWICK head office in Germany
- Density - DIN EN ISO 1183-1, at ZWICK head office in Germany
- Incineration test- DIN EN ISO 3451-1 (Ash-test), at ZWICK head office in Germany
- Oxidation Induction Time - ISO 11357-6 or EN728, at customer´s plant and at Krah lab
- Ring stiffness - ISO9969 and Ring flexibility – EN1446, at customer’s plant
- 3-point bending test - DIN EN ISO 178, at ZWICK head office in Germany
- Tensile tests according - DIN527, at ZWICK-head office in Germany
- Burst test- at customer´s plant
1. Melt Flow Rate
Standard: DIN EN ISO 1133-1
Testing machine: ITP
Sample weight: 2.7 grams
Test parameters: temperature 190 ° C test weight 5kg
Sample interval: 5 x 120sec.
| Reference sample HDPE PE100 | Sample of profile pipe DN1000-PR-54-4.5 | ||||||||||||||||||||
|
|
| Sample of solid wall pipe DN 600 - 20 |
Sample of solid wall pipe DN 600 - 20 |
||||||||||||||||||||
|
|
| Sample of base layer from the machine |
|||||||||||
|
2. Density
|
Standard: DIN EN ISO 1183-1 |

|
|||||||||
|
Reference sample
|
Pipe sample DN600-20
| sample | HDPE PE100 75% + 25% CaCO3 pipe sample |
HDPE PE100 75% + 25% CaCO3 according to MFR-test |
| 1 | 1,133 | 1,132 |
| 2 | 1,134 | 1,133 |
| 3 | 1,132 | 1,134 |
| average | 1,133 g/cm³ | 1,133 g/cm³ |
Pipe sample DN600-20
| sample | HDPE PE100 70% + 30% CaCO3 pipe sample |
HDPE PE100 70% + 30% CaCO3 according to MFR-test |
| 1 | 1,178 | 1,166 |
| 2 | 1,180 | 1,168 |
| 3 | 1,179 | 1,167 |
| average | 1,179 g/cm³ | 1,167 g/cm³ |
Pipe sample DN1000 PR54-4.5
| sample | HDPE PE100 75% + 25% CaCO3 pipe sample |
HDPE PE100 75% + 25% CaCO3 according to MFR-test |
| 1 | 1,159 | 1,137 |
| 2 | 1,160 | 1,134 |
| 3 | 1,158 | 1,134 |
| average | 1,159 g/cm³ | 1,135 g/cm³ |
Sample of base layer from the machine
| sample | HDPE PE100 70% + 30% CaCO3 pipe sample |
HDPE PE100 70% + 30% CaCO3 according to MFR-test |
| 1 | 1,182 | 1,180 |
| 2 | 1,184 | 1,182 |
| 3 | 1,181 | 1,178 |
| average | 1,182 g/cm³ | 1,180 g/cm³ |
3. Ash-Test
Standard: DIN EN ISO 3451-1
Test parameters:
Method A direct implementation after burn up
Material: 75%/25% calcium carbonate PE100
Profiled pipes samples DN1000 PR54-4.5
Temperature: 600°C / 650°C
Annealing time: 30min. / 2h
Number of inspections: 3
 |
 |
 |
|
Pipe sample DN1000 PR54-4.5
| 600°C / 30min. | 650°C / 2h | |
| sample | HDPE PE100 75% + 25% CaCO3 | HDPE PE100 75% + 25% CaCO3 |
| 1 | 24,83 % | 22,60 % |
| 2 | 24,93 % | 22,57 % |
| 3 | 24,85 % | 22,55 % |
| average | 24,87 % | 22,57 % |
Pipe sample DN600 VW20
| 600°C / 30min. | 650°C / 2h | |
| sample | HDPE PE100 75% + 25% CaCO3 | HDPE PE100 75% + 25% CaCO3 |
| 1 | 23,52 % | 23,08 % |
| 2 | 23,59 % | 23,04 % |
| 3 | 23,54 % | 23,07 % |
| average | 23,55 % | 23,06 % |
Pipe Sample DN600 VW20
| 600°C / 30min. | 650°C / 2h | |
| sample | HDPE PE100 70% + 30% CaCO3 | HDPE PE100 70% + 30% CaCO3 |
| 1 | 27,24 % | 26,45 % |
| 2 | 27,28 % | 26,50 % |
| 3 | 27,26 % | 26,46 % |
| average | 27,26 % | 26,47 % |
Sample of base layer from the machine
| 600°C / 30min. | 650°C / 2h | |
| sample | HDPE PE100 70% + 30% CaCO3 | HDPE PE100 70% + 30% CaCO3 |
| 1 | 29,27 % | 28,48 % |
| 2 | 29,20 % | 28,55 % |
| 3 | 29,26 % | 28,53 % |
| average | 29,24 % | 28,52 % |
4. Oxidation Induction Time
| Standard: ISO 11357-6 or EN728 Testing machine: DSC 550 Material: 75% HDPE PE100 + 25% CaCO3 / 70% of HDPE PE100 + 30% CaCO3 Temperature: 200°C Gases used: Nitrogen / Air |
 |
||||||||||||||||
|
Pipe sample DN1000 - PR54-4.5
Test stopped !
Pipe sample DN600-VW20
Test stopped !
Pipe sample DN600-VW20
Test stopped !
Sample of base layer from the machine
Test stopped ! |
 |
The minimum value for PE material is 20 minutes and 8 minutes for PP – therefore all tests were stopped.
5. Nominal Stiffness / Ring Flexibility
| Standard: | ISO9969 | 
|
| EN1446 | ||
| Testing machine: | Zwick ring stiffness | |
| Specimens from: | Pipe DN1000 PR54-4.5 | |
| Length of the specimen: |
≥ 400mm |
|
| Material: | 75% HDPE PE100 + 25% CaCO3 | |
| Ambient temperature: | 23°C |


Test result:
| sample | HDPE PE100 Sabic 6006 N/m² |
HDPE PE100 75% + 25% CaCO3 N/m2 |
| 1 | 4315,53 | 4960,95 |
| 2 | 4181,37 | 5149,62 |
| 3 | 4009,24 | 5364,47 |
| average | 4168,71 | 5158,34 |
Comment:
By using a pipe with a 25% proportion of CaCO3, the profile height of 4mm was lower than initially planned , therefore it can be assumed that the stiffness will be higher by reaching the normal value.
Ring Flexibility (30%) – according to EN1446
During the Stiffness Test a „Flexibility Test 30%“was carried out. Here, the pipes were free of cracks and the loads have never decreased.
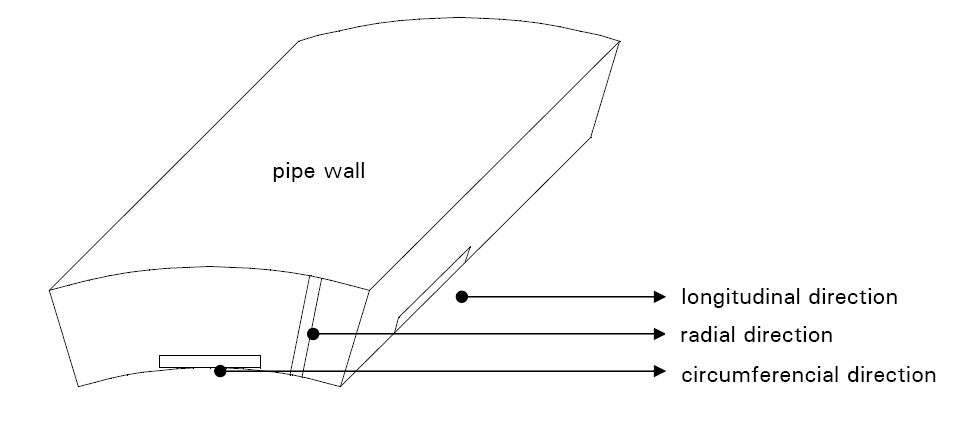
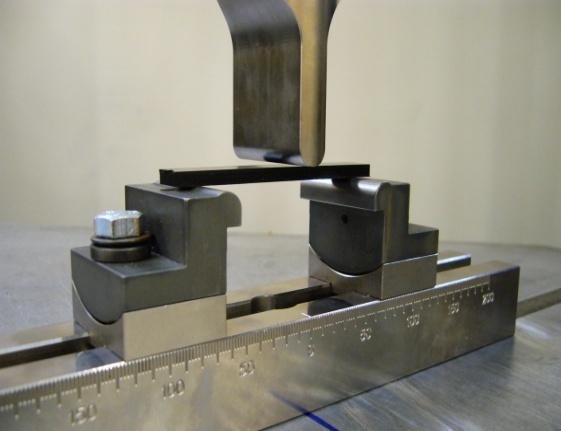
6. Bending E-Modul
|
Standard: |
according to DIN EN ISO178 Zwick ring stiffness Pipe DN1000 VW12/24 80x10x4mm 2mm/min. 10mm/min. axial / circumferential 75% HDPE PE100 + 25% CaCO3 70% HDPE PE100 + 30% CaCO3 23°C |
 |
 |
 |
 |
|
Reference value
HDPE PE100 Sabic 6006
| sample | Axial direction modulus of elasticity MPa |
Circumferential direction modulus of elasticity MPa |
| 1 | 951,85 | 992,86 |
| 2 | 988,13 | 996,80 |
| 3 | 949,27 | 990,59 |
| 4 | 965,86 | 992,94 |
| 5 | 972,13 | 991,12 |
| average | 965,44 | 992,86 |
HDPE PE100 75% + 25% CaCO3
| sample | Axial direction modulus of elasticity MPa |
Circumferential direction modulus of elasticity MPa |
| 1 | 1290 | 1570 |
| 2 | 1417 | 1184 |
| 3 | 1399 | 1354 |
| 4 | 1465 | 1302 |
| 5 | 1431 | 1236 |
| average | 1400 | 1329 |
HDPE PE100 70% + 30% CaCO3
| sample | Axial direction modulus of elasticity MPa |
Circumferential direction modulus of elasticity MPa |
| 1 | 1453 | 1443 |
| 2 | 1520 | 1338 |
| 3 | 1570 | 1501 |
| 4 | 1468 | - |
| 5 | - | - |
| average | 1503 |
1427 |
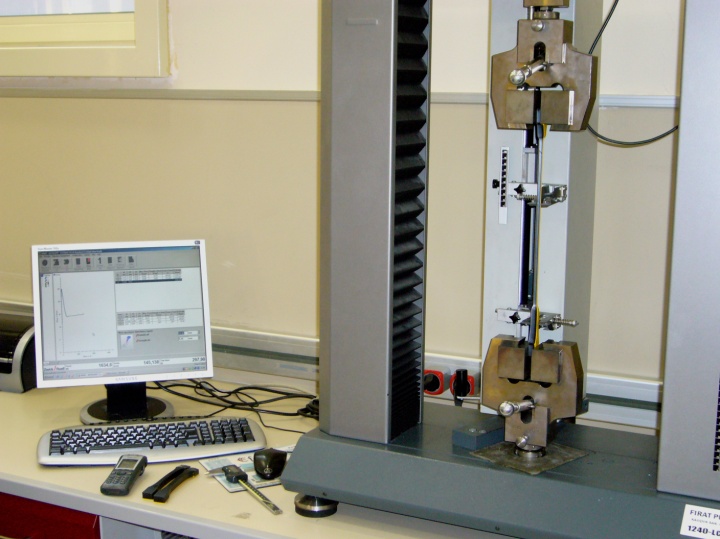
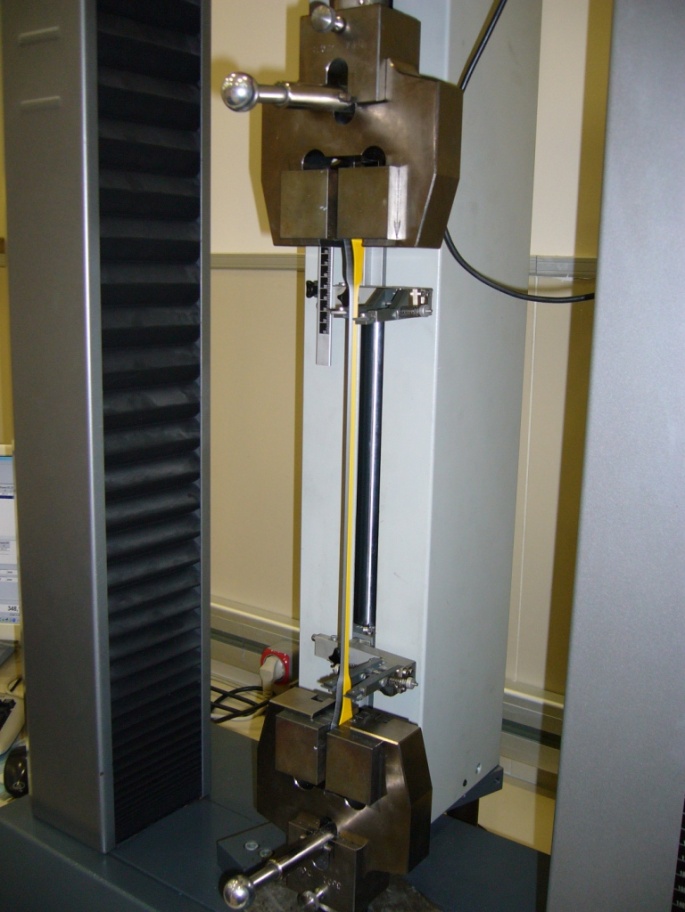
7. Tensile tests
| Standard: Testing machine: Specimens from: Test specimens: Test speed: Sampling: Sample thickness: Material: Ambient temperature: |
DIN527-1 and E-modulus determination Zwick tensile testing machine Pipe DN1000 VW12/24 Type 1-B 1mm/min. 50mm/min scope and axial direction 5-6mm 100% HDPE PE100 (Sabic 6006) 75% HDPE PE100 + 25% CaCO3 70% HDPE PE100 + 30% CaCO3 23°C |
 |
 |
 |
Material HDPE PE100 Sabic 6006
| sample | Circumferential direction modulus of elasticity MPa |
Nominal elonagtion at break % |
| 1 | 1024 | 635 |
| 2 | 1052 | 621 |
| 3 | 1050 | 624 |
| 4 | 1045 | 626 |
| 5 | 1060 | 635 |
| average | 1046,2 | 628,2 |
Material HDPE PE100 (75% + 25% calcium carbonate)
| sample | Circumferential direction modulus of elasticity MPa |
Axial direction modulus of elasticity MPa |
| 1 | 1227 | 1369 |
| 2 | 1303 | 1386 |
| 3 | 1261 | 1400 |
| 4 | 1304 | 1404 |
| 5 | - | 1415 |
| average | 1273,75 | 1394,8 |
Material HDPE PE100 (70% + 30% calcium carbonate)
| sample | Circumferential direction modulus of elasticity MPa |
Axial direction modulus of elasticity MPa |
| 1 | 1219 | 1504 |
| 2 | 1317 | 1527 |
| 3 | 1253 | 1512 |
| 4 | 1306 | - |
| 5 | 1248 | - |
| average | 1268,6 | 1514,3 |
8. Burst pressure test
Internal pressure burst test
|
Testing machine: |
SCITEQ DN600-VW15 x 1200 mm HDPE PE100 75% + 25% CaCO3 water temperature in the pool 80°C pressure load up to broken pipe |
For this test, pipes with a diameter of DN600-VW20 and with a material composition of HDPE PE100 75% + 25% CaCO3 were used. Due to thickness shrinkages, a thickness of 15mm was produced. This thickness corresponds to a production of 100% of PE100 with pressure category PN4.
The sample was specially tailored to a length of 1200mm, so that there is a length of 1000 mm provided between the end caps.
The end caps are made out of steel and were provided for an outside diameter of 630mm. An O-ring with a diameter of 12mm was integrated in the inside of the end caps.
Then the test pipe was completely filled with water and was put into the pre-heated pool with a water temperature of 80 ° C. After a relaxing time of about 1 hour, the pressure load was started.
We started with a pressure of 5 bar and kept the load. After that, we started to increase the pressure by 1 bar steps. At an internal pressure of 9 bar, we were not able to ensure a constant test pressure. Therefore the pressure was reduced to 7 bar. The pipe was taken out of the pool for inspection. No damage was determined. The test sample was placed in a separate pipe for security reasons.
At a test pressure of 9 bar, a leak was discovered at the two end caps. This leakage was caused by the significant change in the pipe diameter and therefore the leakage could not be prevented with the help of the end caps. Both end caps were not leaktight.
Preparation of the end caps for testing
Rub the rubber gasket with liquid soap
Preparing for a solid wall pipe pressure test and faces beveling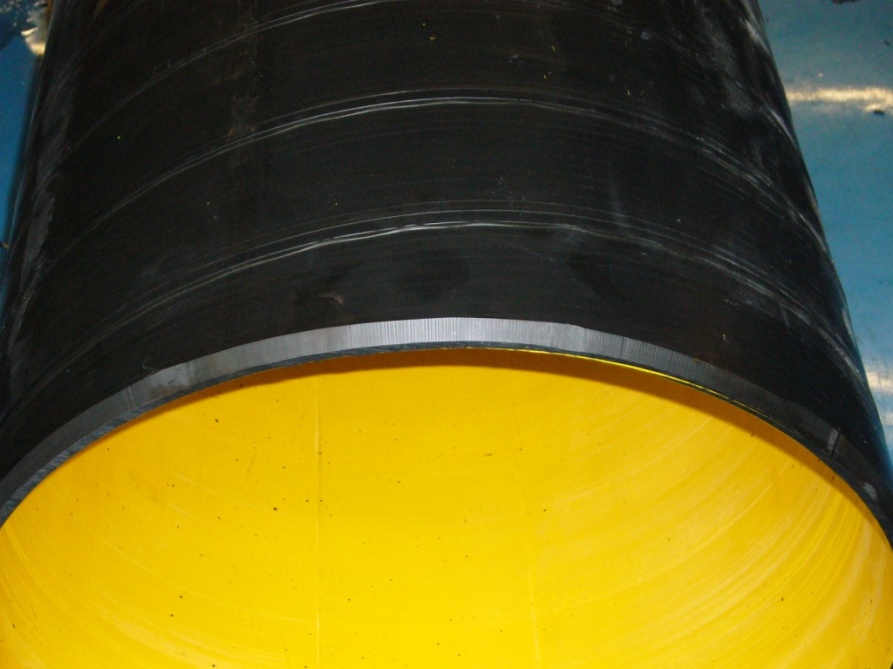
| Pipe fixed at the end caps | and fixed with tension struts |
 |
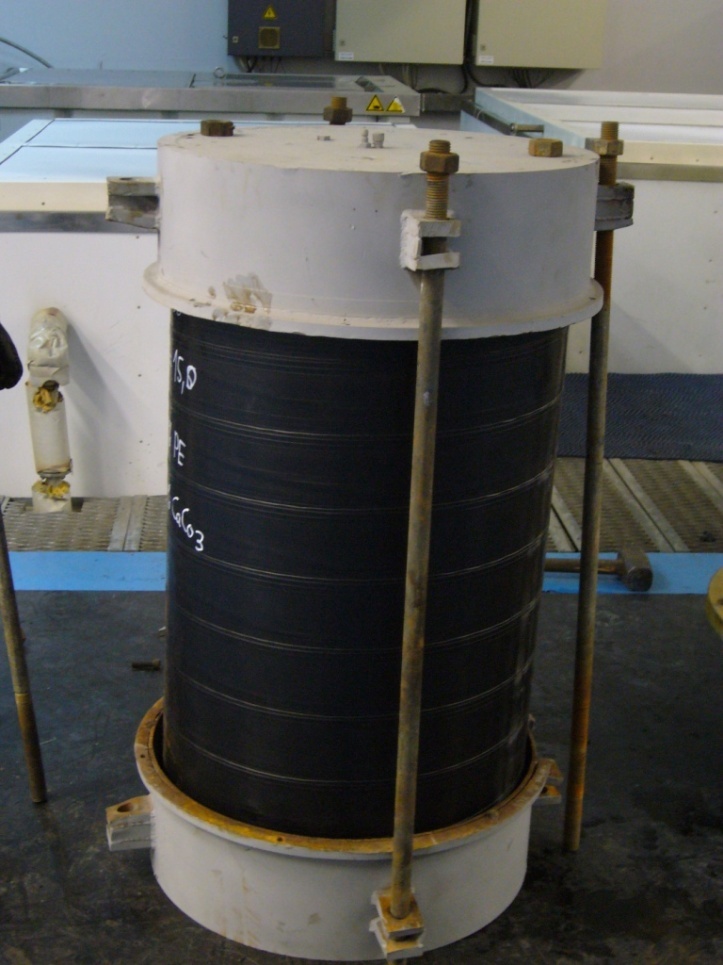 |
Filling of the sample pipe with water
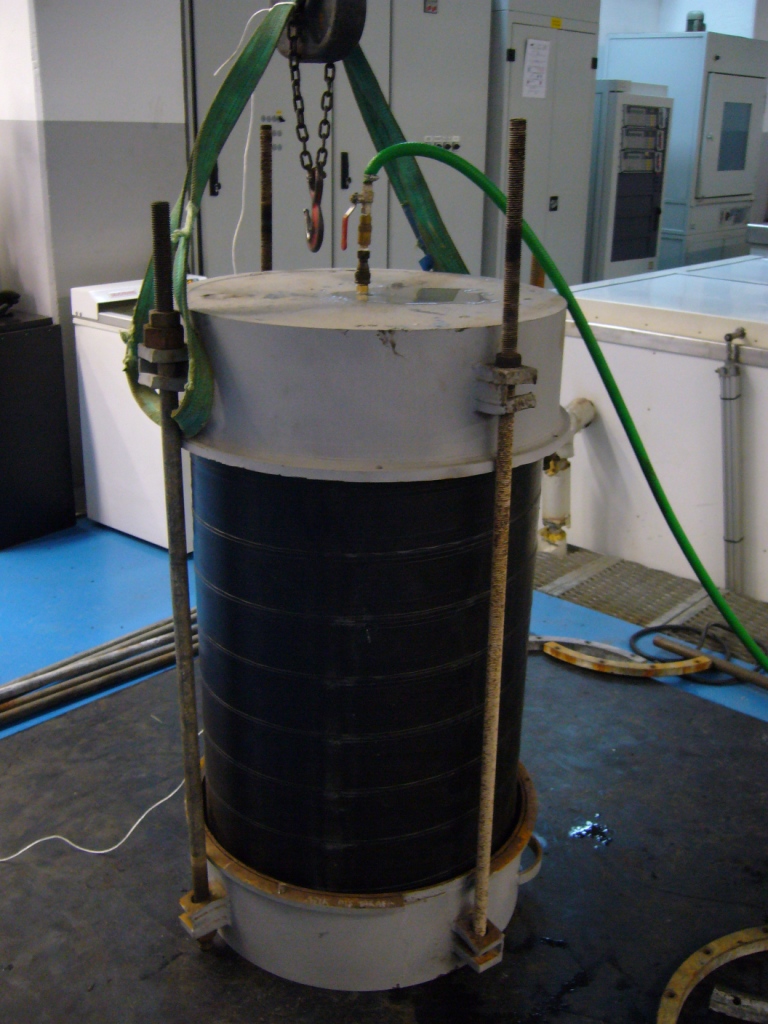
Transport of the sample pipe into a pool (80°C)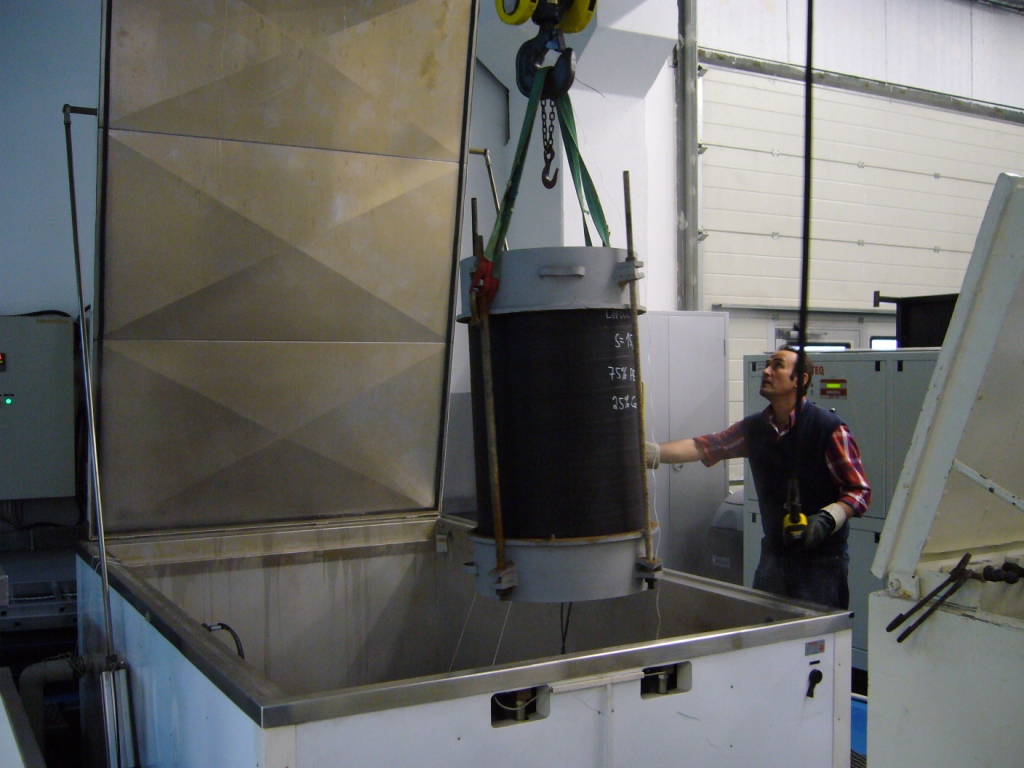
and add the pressure hose
Terminations of the test run with 7 bar internal pressure. Then the pipe was taken out of the pool.
Clearly visible bulging of the pipe
Inspection of the pipe
The test pipe was placed in a separate larger pipe for safety reasons.
Put the pipe under pressure of up to 9 bar.
 |
 |
Leak was discovered at the two end caps. Pipe is not damaged.
(See chart below - bottom side of the end cap)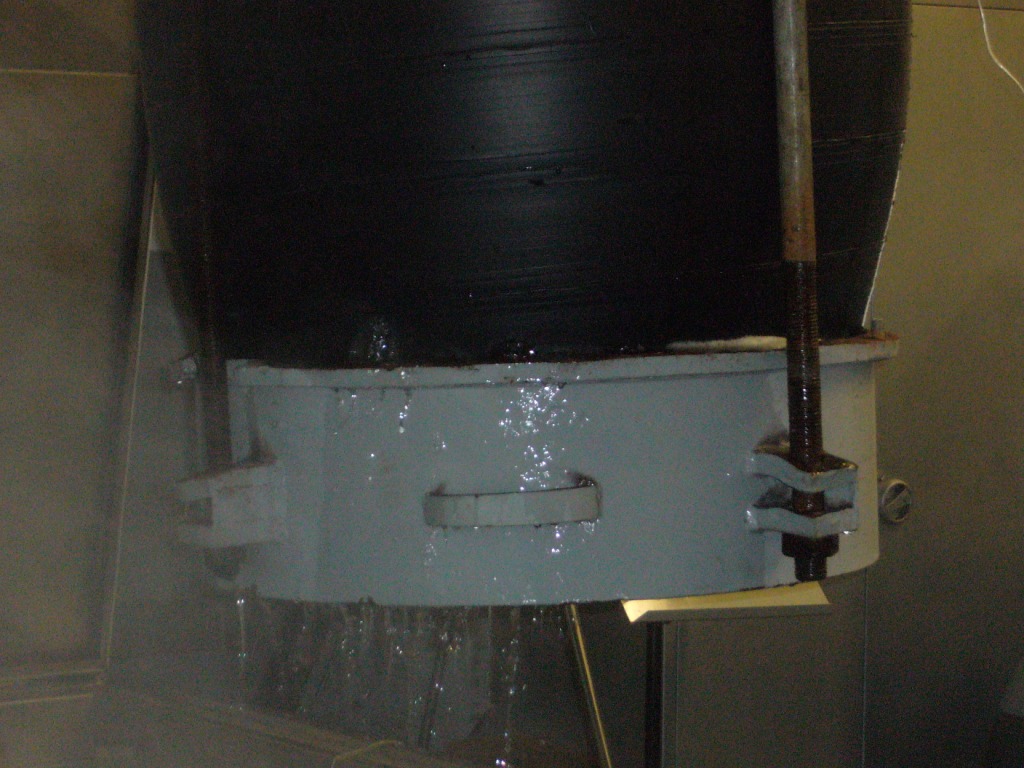
(see chart below - top end cap)
Terminations of the test run
 |
 |
Result
All given values (EN13476) were maintained without any problems and the pipe meets the standard as well as the EN13476-2 annex “E”.
Further tests will be carried out shortly.

Jochen Blickheuser
Quality and Application Engineer
