Thermoplastic manholes for and out of large diameter pipes
Introduction
 Manholes are, beside pipes and fittings, an essential element of underground pipe-systems. They are used for maintenance and inspection of sewers, sampling point or are fixed part of process technology / fluid engineering. The fabrication of thermoplastic manholes can be done in different ways of production. While, in smaller dimensions (DN ≤ 800), blow molded, injection molded or rotation molded manholes are in the market, manholes made of profiled pipes (helical extruded pipes) and semi-finished products will be used in medium sized and large diameters (DN800 to DN4000). Especially, the materials Polyethylene (PE) and Polypropylene (PP) are popular, due to their very long service life (> 100 years), good flexibility, high impact resistance, high strength, safety and low weight.
Manholes are, beside pipes and fittings, an essential element of underground pipe-systems. They are used for maintenance and inspection of sewers, sampling point or are fixed part of process technology / fluid engineering. The fabrication of thermoplastic manholes can be done in different ways of production. While, in smaller dimensions (DN ≤ 800), blow molded, injection molded or rotation molded manholes are in the market, manholes made of profiled pipes (helical extruded pipes) and semi-finished products will be used in medium sized and large diameters (DN800 to DN4000). Especially, the materials Polyethylene (PE) and Polypropylene (PP) are popular, due to their very long service life (> 100 years), good flexibility, high impact resistance, high strength, safety and low weight.
The authors of this report have large experience in the production and application of plastic pipes in the Sultanate of Oman. The Sultanate of Oman is well known for the high investments in the build-up and renewal of the infrastructure. Consequently, high quality materials will be used which high safety and guarantee a maximum service life. This has a direct implication in the use of very high quality-standards and specifications for testing during the production of large diameter manholes, which are more stringent and comprehensive than those used in many European countries.
The static design and structural static calculation
The static design of manholes has to always consider the intended application or in the case of standardized shape of manholes, the maximum load. Thereby following parameters influence the design:
- Depth and ground water level
- Soil conditions and proctor density
- Trench (shape and back-filling)
- Traffic load and other external loads
 The static calculation follows respective standards and specifications. Apart from ASTM F1759 the preferred standard is ATV A127. Even though ATV A127 was not originally developed for design of manholes, but the static proof by using this standard is accepted as one of the most detailed and precise way of static calculation worldwide. The situation and relation of load transmission and load distribution in the soil is defined very accurately in ATV A127.
The static calculation follows respective standards and specifications. Apart from ASTM F1759 the preferred standard is ATV A127. Even though ATV A127 was not originally developed for design of manholes, but the static proof by using this standard is accepted as one of the most detailed and precise way of static calculation worldwide. The situation and relation of load transmission and load distribution in the soil is defined very accurately in ATV A127.
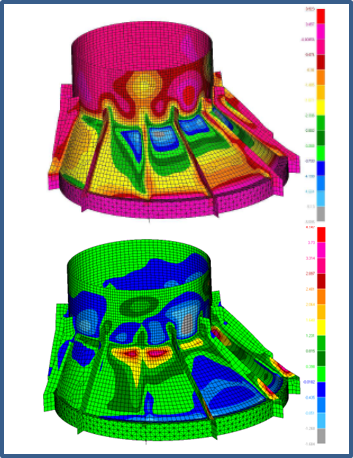
The market offers software solutions for easy and quick static calculations following ASTM F1759 or on the basis of ATV A127. Due this automated static calculation, a quick review is also possible to check changes in any parameters. For special cases and for non-uniform shapes of manhole shafts (e.g. eccentric cone with external or internal supports) a more detailed static calculation by using Finite Element Method is recommended. The FEM can be an important element to improve the design and to reduce material costs.
Another essential basis of calculation is the proofed short-term and long-term mechanical properties of the used material for the manhole. The suppliers of raw material continuously test the properties and document the results in appropriate factory released certificates.
According to their guaranteed long term-strength, thermoplastic materials can be rationed amongst others acc. DIN EN ISO 12162 in MRS-Classes (Minimum Required Strength). The designation “MRS 10” means a guaranteed strength of 10 MPa at a temperature of 20°C and load duration of 50 years. Furthermore, and within the scope of internal quality control, the manufacturer of pipe and manhole has to test for the dimensions of essential material properties (strain, strength, stiffness etc.)
A static calculation is dependent on the accuracy of the given parameters and values for the environment and operation. Pipe, manhole and soil are composing an interactive system. The soil itself has an often underestimated influence to the static of the total system. Non-cohesive soil and good compaction in layers below and around the manhole are always a well pre-condition for high static load capacity for the whole system of manhole and soil.
The more information the manufacturer/designer of the manhole has, the more detailed and accurate the calculation can be done. A detailed static calculation can discover possible savings, but the specific design rules for the material itself must always be considered. A design for a stiff concrete manhole should not be transferred to a design for flexible thermoplastic manhole without appropriate changes.
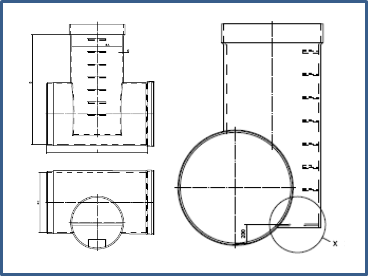 Often a simpler, better and more efficient design can be developed, because of the possibilities in joining (welding), profiled wall structure, lower weight, high impact resistance and flexibility. A very good example, in Europe, is the widely used tangential manhole, which is actively integrated into the pipe system. The installation time can be reduced and the diameter of the shaft can be reduced, and a cone is usually not necessary. This will save a lot of money and the manhole fulfills the same requirements.
Often a simpler, better and more efficient design can be developed, because of the possibilities in joining (welding), profiled wall structure, lower weight, high impact resistance and flexibility. A very good example, in Europe, is the widely used tangential manhole, which is actively integrated into the pipe system. The installation time can be reduced and the diameter of the shaft can be reduced, and a cone is usually not necessary. This will save a lot of money and the manhole fulfills the same requirements.
At the end of static design calculation, we obtain the required and necessary geometric data for the wall structure of the manhole and the bottom.
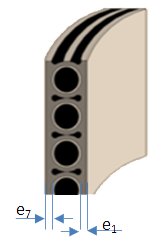
For manholes, along with the ring stiffness, the axial load capacity is also important. Especially with high depth, disadvantageous soil and installation conditions and high traffic load, the design is affected by axial load capacity. The axial load capacity is more or less proportional to the axial area. The axial area is the projected area in axial direction of inner and outer continuous wall thickness.
Aax = PI [(OD - e7) x e7 + (ID + e1) x e1]
Because of the production technology used for large diameter manholes (helical extrusion process) the wall thicknesses can be changed and optimized very easily. Even for a single pipe (shaft), the wall thickness or the profile can be changed easily. With helical extrusion it is possible to produce a tailor-made design of the shaft regardless of higher loads close to the bottom area due to radial buckling of ground water table or other loads.
|
Important geometric data of wall structure:
|
 |
The production and structural shape
The shaft for large diameters is normally produced in one shot. The production process (helical extrusion) is fully automatic; the machine will be programmed by operator before starting. The parameters will be documented for a complete quality-chain. At UGPM in the Sultanate of Oman, the manholes are produced exclusively out of raw materials category PE 100 (MRS 10) or high stiff Polypropylene Block-Copolymer. The shaft with smooth inside & smooth outside surfaces are normally produced as profiled pipe; solid wall pipes are produced only for small dimensions ≤ DN800. The profile height and wall thicknesses depend essentially from static design, but the minimum required wall thicknesses acc. DIN 16961 and EN 13476 and minimum Ring stiffness of SN2 acc. EN13598 must be considered also.
 If a diameter reduction is favored for the riser, the necessary cone is produced out of prefabricated pipe-segments. The supports to avoid radial and axial buckling should be calculated with FEM to guarantee the required long-term-stability. The necessary joints between supports, cone, riser and shaft are executed as “Extrusion welding” or if possible by “Heated Tool-Welding” under consideration of DVS-rules (DVS 2205, DVS 2207)
If a diameter reduction is favored for the riser, the necessary cone is produced out of prefabricated pipe-segments. The supports to avoid radial and axial buckling should be calculated with FEM to guarantee the required long-term-stability. The necessary joints between supports, cone, riser and shaft are executed as “Extrusion welding” or if possible by “Heated Tool-Welding” under consideration of DVS-rules (DVS 2205, DVS 2207)
The bottom of the manhole including benching is fabricated out of extruded sheets acc. EN ISO 1872-1 or pressed semi-finished products. Pipe connections and the channel are fabricated by using extruded pipes according EN 12201 or EN 13476. For all components and assemblies (manhole shaft, bottom, benching, channel, pipe nozzles etc.) the same quality and category of raw material should be used. If favored, the benching, can be manufactured out of sheets with Anti-Slip-Properties acc. DIN 51130 for application in work areas (e.g. Type Plaspitec PE100 AR). These sheets are surface-treated and must be prepared mechanically in the joining area before welding.
Generally, the weld-ability has to be guaranteed by the fabricator. If the fabricator use different types of polymer (e.g. PE80 + LDPE), the fabricator of the manhole has to document the weld-ability by proof of the short- and long-term welding factor and by proof of bending angle at welded joints (DVS 2203-2,-4 und -5).
If Manholes are affected by ground water (short- or long-term) the static design must contain a calculation for buoyancy. The buoyancy-safety can be achieved through different kind of design-shapes. The choice depends upon the situation at the installation site and on the final application of the product:
- Anti-floating-collars
either homogenously integrated by helical-extrusion during production (outside profile)
or afterwards joined by extrusion welding. - Concrete-ring wall above the stuck-out bottom of the manhole
- Negative buoyancy by using double bottom with concrete-filling filling procedure at site through re-sealable opening in the benching
- Anchoring with foundation, where required with steel-reinforcement
The Negative buoyancy, by using double bottom with concrete-filling, has the additional advantage, that the pressure-load by groundwater will be kept away from inner bottom. The welding joint is not loaded by strain and bending of the bottom will be avoided.
Quality Control
For manholes fabrication, the same quality standards have to be considered as in the production of pipes and fittings. That mean, that all processes in fabrication, development and sales must be certified acc. EN ISO 9001 and quality control system must be implemented in all areas of the production. Regular internal inspection and testing in laboratory is an essential element for guaranteeing consistent quality of the final product. The most important test procedures for thermoplastic manholes are a part of the following standards:
- Ringstiffness test acc. EN 14982
- Vertical load testing at the finished manhole acc. EN 13598 / EN 14802
- Water Tightness Test acc. EN13598
- Stability of manhole bottom structure acc. EN 14830
- Strength and pull-out-resistance of ladder and steps acc. EN 13598
- Impact test at bottom of manhole acc. EN13598
- Test of welding joints acc. DVS 2203
- Melt index at finished product (EN ISO 1133)
- Testing of mechanical, physical and thermal properties of the used material
 |
 |
 |
 |
Although the manhole fabrication in large diameters becomes more and more automated, there is still a part of manual work which has to be considered in quality management. In the same way that machines are improved continuously, it is necessary, by internal and external training programs, to improve the quality of work and knowledge of each member of the production team.
Plastic welders should regularly join training courses to improve their hand craft and to implement new knowledge into the work-flow. External consultant or independent plastic institutes can provide possibilities to pass exams acc. DVS 2212 and to attend seminars acc. DVS 2281 /2282. Between the fabricator and the customer, the qualification of the welder and the relevant certificate should be agreed. Welding joints should be marked durable by a stamp to guarantee traceability in the same way as required for manhole shafts
Conclusion and future prospects
Thermoplastic manholes for large diameters are more than an alternative to other materials. Because of the flexibility in helical extrusion production and the excellent material properties, unique technical solutions are possible. Thanks to high flexibility and strength, high chemical resistance against multitude of acids and bases, the undoubted durability and the excellent weld-ability of the selected raw material, an increased number of designers and customers prefer thermoplastic manholes, including for large dimensions. Pipes, fittings and manholes compose a homogeneous system, joined by standardized welding procedures.
The already existing test standards for manholes are a good basis, if they are implemented in the quality-system of the manhole fabricator. But for large diameters the standards could need some add-ons and improvements to make the standards more applicable. Specifically, the test procedures must be adapted for large diameters and lengths. The special design and the higher installation depth for large diameter manholes should be considered more in the testing standards. Large diameter thermoplastic manholes are standard used for depth until 10-15 m (In landfills even until 50 m). Fabricators of large diameter manholes have already implemented a higher quality level than in the standards mentioned!
Essential for a consistent high quality is beside qualified materials, modern and automated production and following the test procedures also completes the quality chain, where the manual work is considered in the same fashion. Training courses for welders and external inspection of the manufacturing process are important to guarantee a end product of consistent quality.
New developed production procedures, high grades of automation and improved properties of the raw materials are continuously expanding the possibilities of application. New thermoplastic materials, like e.g. the short-fiber reinforced thermoplastics show 2-3-times more stiffness and strength in comparison with non-reinforced materials and indicate that further investment and implementation of these technologies is maintained.
Authors:
|
Eng. Mohammed Al Hashani |
Dipl.-Ing. Stephan Füllgrabe |


