First days of KR800-MAX
The final test of the newest pipe production line before shipping
At least once or twice per year interested companies are invited to attend the final test run or the „first days“ of a new production line KR800-MAX for a Krah-Pipes production at the facility of the machine producer (KAT -Krah Advanced Technology GmbH) in Schutzbach, Germany.
 Picture 1: Some of our team with customers in front of the machine
Picture 1: Some of our team with customers in front of the machine
This time the newest KR800-MAX is tested according to a very specific testing procedure to guarantee a quick and error free installation at the customer´s site. Several potential new customers from all over the world took the unique opportunity to enjoy the high performance of Krah-Pipe Production machines and also to take a company tour – so they can pay a visit in the RnD Department, Software developing department (WIN-KDR, MICKEY, PONTIS and all other APPs are developed here), tool making, construction, installation and also to the very impressive „mandrel“-production, where black-smiths are working hard with steel to produce giant mandrels up to DN/ID 5000 mm.
The machine presented will be shipped and installed for a customer in the Middle East where it will produce pipes successfully for a lot of pending huge projects.
This test procedure is the same for every production line, before being packed and leaving our facility. The test are mainly done with the extrusion line, because many other parts are already shipped in partial shipments before. It is the first time in the machine life a pipe will be produced. The heart of the extrusion line is a Kraus-Maffei single screw extruder 125x36D. This extruder is the best choice for this kind of production – low RPM (revolutions per minute) and a high output with perfect plastification.
Usually the pipe for our performance test is a: standard Krah Pipe (with a structured/profiles wall) – for an irrigation project- DN/OD 1000 mm (42”) , according to DIN16961, SN8 (according to ISO9969), 1 bar working pressure and a yellow co-extruder inspection friendly inside surface. Material should be PE100. The pipe should have a solid wall socket and spigot. The minimum extrusion output of the performance test for this pipe is 1000 kg/hr. (but during the test we also try to find the upper border of the output – we reached up to 1.300 kg/hr). The real output in pipe is even higher, thanks to using the “pre-made” core-tube.
Beside the performance test, all new features are tested and will be shown to the attendees during the little “open house”. New features are mainly in the software, in simplifying tools and machines, logging of data, cost and production factor control and this time a special machine lighting to show the actual mode of the machine (e.g: idle or not idle). All next generation lines (from 2018) will have a second screen, so the programming can be done on the machine and for a better visualization of the complete line. The second screen can also show the installed cameras on the machine – to have a better overview without physical movement of the operator.
 Picture 2: Two control screens, on the right side the video of the machine camera is shown
Picture 2: Two control screens, on the right side the video of the machine camera is shown
Another big advantage is the possibility – during a problem – that our technicians can see and chat in real-time with the operator and the production line. This fact will decrease the down-time and the cost in case of a production problem.
The standard final test procedure (before shipment) is like this:
1. Selection of the pipe, by using the MICKEY-Software (new version will be available in March 2018)
The Mickey program is able to “create” a special pipe or “choose” a standard pipe. Standard pipes are usually classified in different stiffness classes and pipe diameters. The Mickey Software can handle different international pipe standards, for gravity, low pressure and pressure pipes with different materials.
Different kind of Stiffness classes can be chosen or they could be the background information for the “creation” of a new profile/pipe. The most common ones are at the moment ISO9969 and ASTM F894.
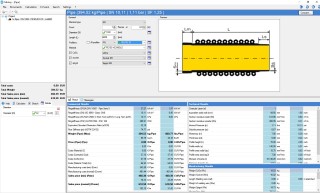 Picture 3: Screenshot of the program "Mickey"
Picture 3: Screenshot of the program "Mickey"
The entry data are:
| Material: | PE100 |
| Pipe diameter: | DN/ID 42” |
| Nominal stiffness: | >=SN 8, according to ISO9969 |
| Inside pressure: | >=1 bar (working pressure) |
| Pipe length: | 6000 mm |
| Connection: | Socket and spigot |
The Mickey software will find the weight optimum profile to fulfill the above mentioned requirements (stiffness and inside working pressure). If a standard profile is suitable, the software will choose the lightest profile, if not a special profile is generated.
| The result after optimation is: | |
| Profile type: | PR 65-10.10 |
| Pipe weight: | 370 kg/Pipe; weight per meter 66 kg / m (including weight of the core-tube) |
| Working pressure: | >= 1 bar. |
| Stiffness (ISO9969): | >= SN8 |
| Ring stiffness (DIN 16961): | 37 kN/m² (Pipe Series 5) |
| RSC (ASTM F894): | RSC 390 (RSC-Class 160) |
| eSDR: | 22 |
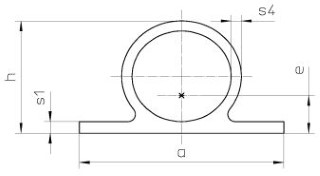 Picture 4: Profile cross-section
Picture 4: Profile cross-section
2. Preparing the “real” production program by using WIN-KDR
The WIN-KDR software is converting pipe and machine information in a NC-Program, which will be sent to the production line – online. The pipe information is coming from the MICKEY program – electronically or as a production order in paper.
The software can run in the office (there is a direct LAN-connection to the KR-800 Line) or directly on the machine`s “second”-screen.
Here the “programmer” can decide which output we want to reach and all the other pipe dimensions. He will get a preferred set of dies and other tools. After finishing the entries, the software will generate the “production program”. In our case the pipe is produced only in 1 layer, but this software is able to handle up to 99 layers in a single or bi-directional production.
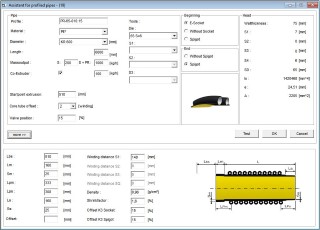 Picture 5: Assistance program for profile planning
Picture 5: Assistance program for profile planning
| Entries in the Software: | |
| Material: | |
| Main Extruder: | Borealis HE 3490-LS (Black) |
| Co-Extruder main: | Borealis HE 3492-LS-H (Orange) |
| Co-Extruder sec.: | Schulmann 2200 (Orange) |
| Core-Tube: | DN/OD65, PP |
| Used Machine: | |
| KR800-MAX V. 2018 | |
| Used Tools: | |
| Mandrel: | 1067 mm (42“) |
| Solid wall layer die: | 140/7 (a/s1) |
| Profile die: | DN65,S4=6 |
| Extruder output: | 1000 kg/h (max. 1200 kg/h (HDPE)) |
| Co-Extruder output: | 100 kg/h (max. 300 kg/h (HDPE)) |
| Pipe length: | 6000 mm plus socket |
| Pipe weight: | 370 kg/pipe |
| Production time: | 24 min / Pipe; 4 min/m (including a socket/spigot every 6m, including pre-heating and setup-time) |
3. Pipe Production
After the operator selected the “production program” and loaded it to the KR800-MAX machine, the pipe is produced. As follows you can find some photo-moments of the production. Just the extrusion part and the production station is installed, all the rest is already shipped.
Before the operator can start the KR800-MAX, he will make some plausibility checks, like if the right mandrel is placed on the machine and corresponding with the loaded program. These tests are made by integrated RFID-chips. As soon as the extrusion starts the lighting of the machine will change from red (IDLE) to green (NOT IDLE) – so from far way the status of the machine is visible.



Pictures 6-8: Set-up of the machine during the test-run
During the production you can see on the screen some important values:
- All production settings (temperatures, etc.)
- Production-coefficients and demand of material / Extrusion Output
- Production-coefficients and demand of electricity
- Production-coefficients and demand of gas
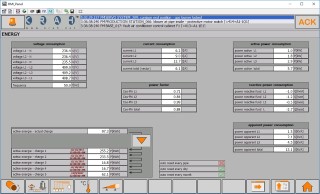 Picture 9: Energy consumption on the panel
Picture 9: Energy consumption on the panel
One of the newest developments for 2018 is an automatic quality control station, where the pipe is measured by laser. This development will be published and available in the mid of 2018 – today extensive test are carried out in Estonia.
4. After Production
Approx. 15 min. after the pipe is produced, all production data are online and they can be shown with the Software “Pontis” – The bridge between production and office. The Software is a WEB-Based APP and can run on computers, mobiles and tablets.
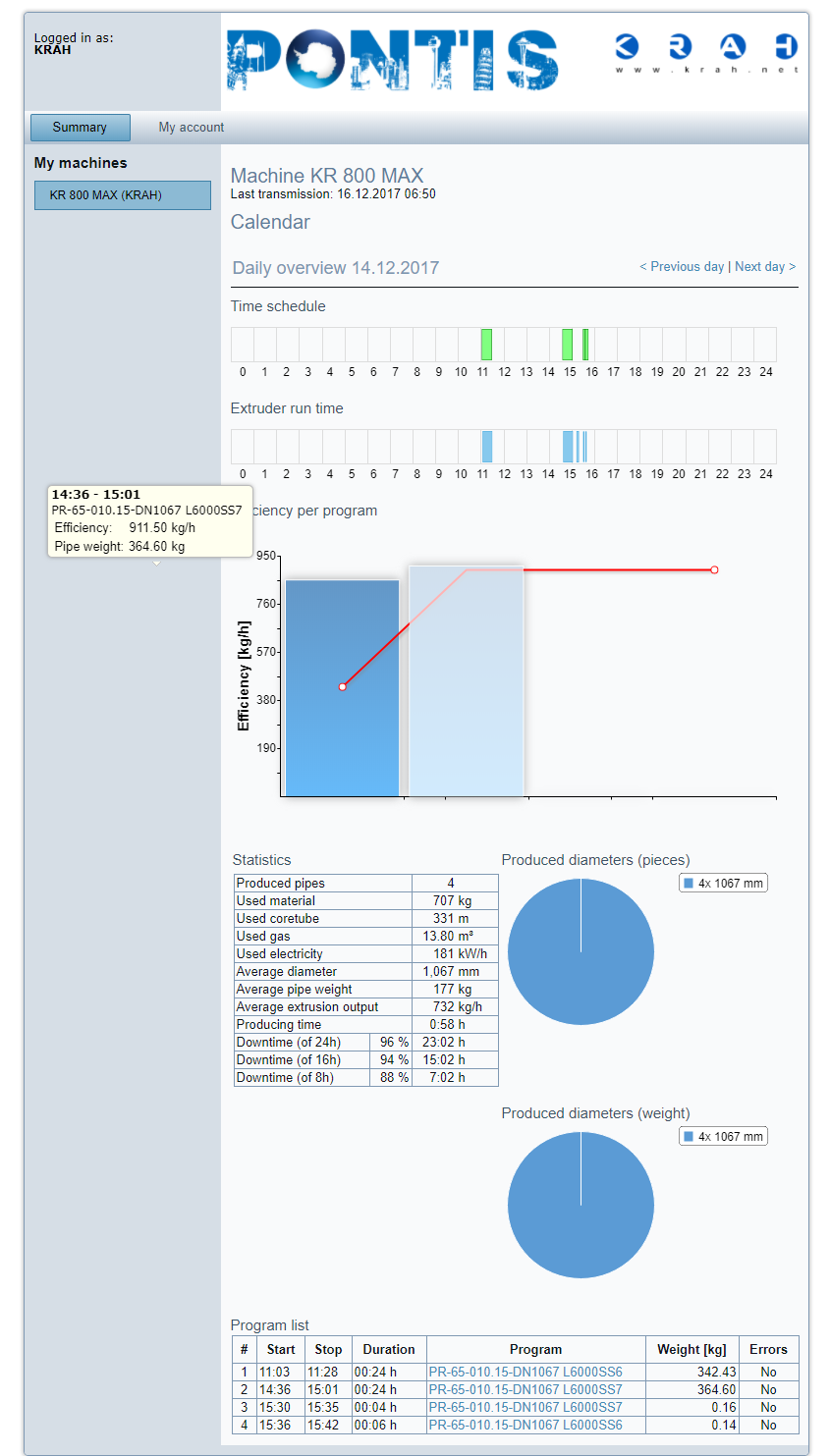 Picture 10: Screenshot of the program Pontis
Picture 10: Screenshot of the program Pontis
Beside different diagrams several numbers/data showing of the screen are:
- idle/not idle time of the line
- emand of all factors (material, energy, gas, core tube,…)
- other commercial information (number of produced pipes, average output, average pipe diameters, etc.)
Beside the pure pipe information all information are stored for daily, weekly, monthly and yearly reports, without the fact that somebody has to enter the data before – all done by the nature of the machine KR800-MAX. These data will help to have the production cost under control.
5. Disassembling and Packaging
Directly after the test run, the disassembling started because the complete line will be shipped before Christmas to the Middle East. From the customers side an inspection party (SGS Control Co.), attended the test run and the packaging.
 |
 |
Good bye “KR800-MAX”! the production line will leave its nursery.
Hopefully the machine will arrive in the Middle- East in January 2018 and the installation/commissioning will start as soon as possible, to that the machine can do its job: “producing Krah-Pipes in good quality and high output”.
Author:
Alexander Krah
CEO Krah Pipes
