Jointing Technologies
Most Krah pipes are produced with an integrated socket and spigot.
These are adaptable to the following listed jointing technologies. As various tests and decades of experience have shown, the jointed part of a pipe system is usually the most vulnerable part. Here, the pipe is mostly exposed to possible leakages. The Krah system offers a well-known connection method developed further for large scale application which eliminates these concerns by guaranteeing a solid homogenous pipe line.





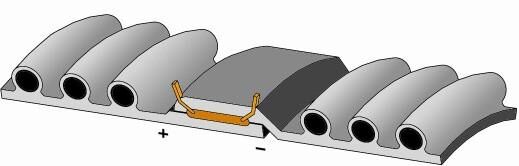
Electro-Fusion
Above all the electro fusion jointing technique is the favorite of all pipe connection systems. The Krah Group successfully developed this technique for big diameter pipes.
A fusion wire is included into the socket of the pipe. After putting the socket and spigot of the two pipes, that shall be connected, together, the wire is heated with the help of a special fusion device whereby the two pipe ends (the socket and the spigot) are welded together. This jointing technique allows pipes to be installed in such a short period of time never achieved before. With only one welding device it is possible to install a pipeline of 72 m with a diameter of 1200 mm inbetween 8 hours. The installation speed is now depending on the trench works.
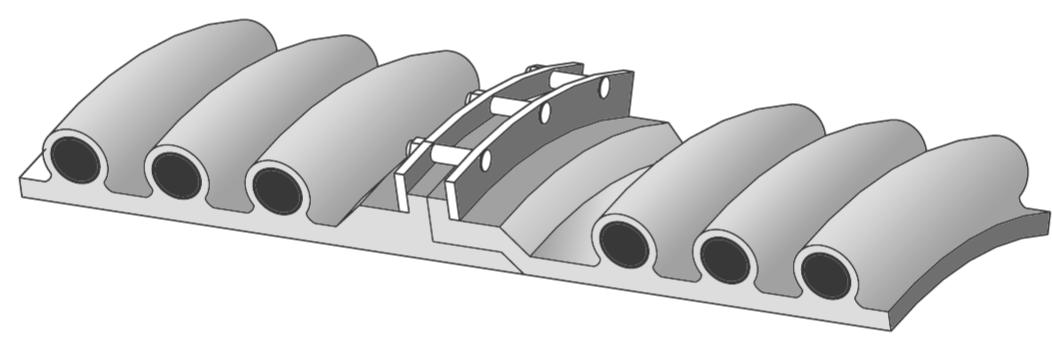
Extrusion Welding
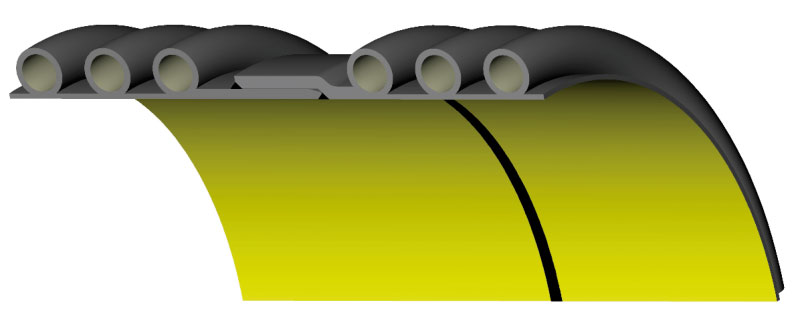
The pipes and/or fittings which shall be connected are jointed by a socket and spigot joint. Thus the two pipe ends are connected with the help of an extrusion welding device.
The jointing method can be carried out inside or/and outside of the pipe. This jointing is most suitable for low-pressure gravity pipes and manholes. The welding has to be done according to DVS 2207.
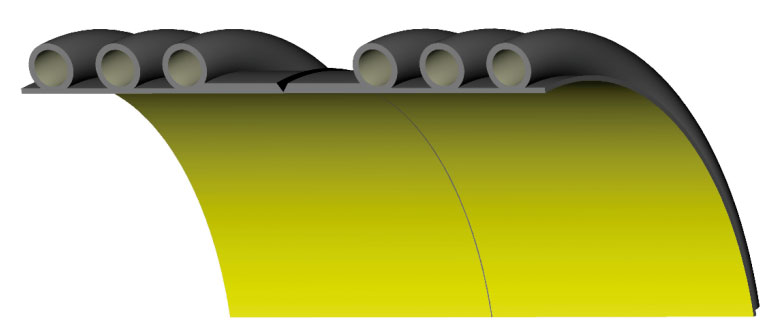
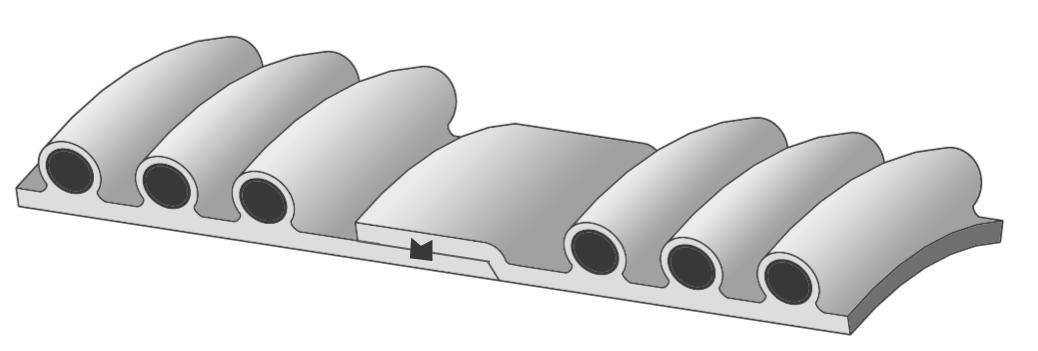
V-seam extrusion welding
The pipes and fittings are jointed with the help of an extrusion welding extruder.
The outside of the ends are chamfered. As a result the welding seam looks like a "V". Normally no socket-spigot connection is used. The welding has to be done according to DVS 2207.
Butt Fusion
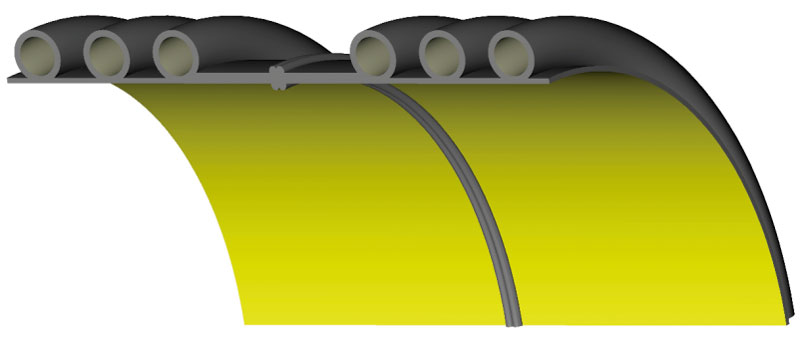
The pipes and fittings are jointed with the help of a heating element butt welding machine. The ends of the pipes and fittings are butt-welded.
This kind of jointing method is only recommended for pipes and fittings with diameters from DN/ID 300 mm to DN/ID 2500 mm. The welding has to be done according to DVS 2207.
Flange Connection
The ends of the pipes and fittings are jointed with the help of a steel flange and a rubber gasket.
Depending on the type of pipe the flange adapters are completely manufactured with the pipe, or the flanges are available as separate fittings. This kind of jointing method is mostly used for open sea discharge application and for tank connections.
EPDM-Sealing
Our system contains a solid plain socket and spigot, with an integrated EPDM sealing.
The minimum wall thickness of the spigot is according to EN13476 and,in addition, the ring stiffness of the socket plus the ring stiffness of the spigot are together higher than the ring stiffness of the pipe.
